����Ī��ʯ�w�S�cһ�������X���w�S��ȣ�Ī��ʯ�w�S���и��õ��ߜ�����ʹ�Üضȿɸ��_(d��)1500〜1600�����e���{�ؿ���׃�ԺͿ����������кܴ���ߣ��Ǯ�(d��ng)�����(n��i)�������ij��p�|(zh��)�ߜ��͟��w�S���������c(di��n)��1840�����ጧ(d��o)���ǂ��y(t��ng)�ͻ�u��1/6,����ֻ����1/25���Ǹߜؠt���������ϡ��ڽY(ji��)��(g��u)����Ҫ����Ī��ʯ�������ʽ���ڡ�
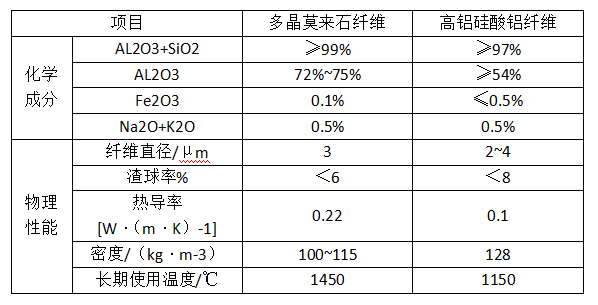
�ྦྷĪ��ʯ�w�S�c���X�����X�w�S����Ҫ���ܱ��^Ҋ��1��
ʩ����ˇ
��1������̎��
���ྦྷĪ��ʯ�w�S��ճ�Nǰ��Ҫ��(du��)��ճ�N����ȥ��̎���������S�����κηۉm���۹�������̎���ķ������£�
��䓽z��ˢˢ���ѽ�(j��ng)�ۻ��ı��棬ˢ�����w�S��ȴ�s��40〜50mm��ֱ��¶����õ��w�S �档�����տs�p϶�ĵط������wͿĨ�ߜ�ճ�Y(ji��)���M(j��n)�����p̎����
��2��ճ�N
�����ƺõ�ճ�Y(ji��)����(du��)Ҫճ�N���w�S�������M(j��n)����������̎����ճ�Y(ji��)���ʺ����(y��ng)�ڬF(xi��n)��(ch��ng)ʩ���r(sh��)�F(xi��n)�䣬����Ϟ�60%〜70%����ճ���ۣ�30%〜40%�ĸ��X�����w����300Ŀ���ϡ���Ī��ʯ�w�S����Ϳ�����ƺõ�ճ�Y(ji��)���M(j��n)��ճ�N��ճ�Nʩ���жྦྷĪ��ʯ�w�SҪ�A(y��)���s5%〜8%��Ī��ʯ�w�Sģ�KҪ���e(cu��)���ã�ճ�N��һ����(sh��)����(y��ng)���r(sh��)�M(j��n)�Љ�ƽ̎�����z���Ƿ�����С�Ŀp϶������߀Ҫ�M(j��n)�����p̎����
��3���P(gu��n)�I��λ�����m(x��)̎��
��˷�ȼ�Ϛ����ě_ˢ������u����߅��Ҫʹ���ܶȴ�һЩ�ĶྦྷĪ��ʯ�w�S��Ʒ��
���ֹ����_ˢ�������Љ�ƽ��Ī��ʯ�w�S������߀Ҫ��Ϳ2mm��Ĺ̻��������ʩ�����I(y��)�����R�Ϻ�t������ʹ�Ç���(du��)���M(j��n)�б���̻�̎����